Self-study lesson plans and training record download page.
What hydraulic vane pumps are used for

Vane pumps tend to be a compromise between gear and piston pumps. They are limited by their maximum pressure rating and this is a sign of their relative fragility to gear and piston pumps. This sensitivity to dirt i.e. they can lose performance quickly in dirty fluids, means that they are not widely used in mobile equipment. This limits them to low pressure, industrial power units, particularly where low noise is required. They also tend to cost less than piston pumps, although this advantage is reducing.
How hydraulic vane pumps work
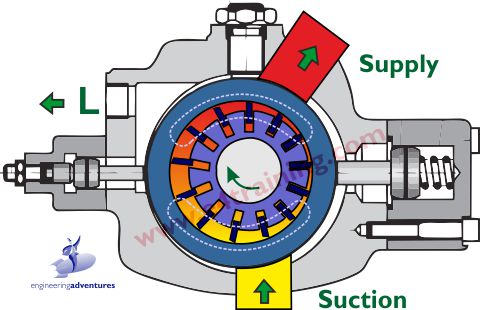
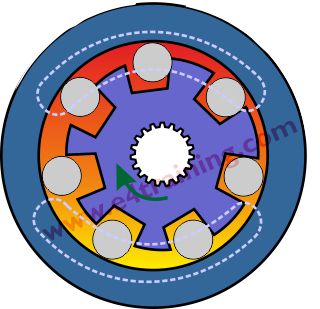
Vane pumps work because the rotation of the drive shaft turns vanes inside the eccentric housing. Pressure is applied to the back of the vanes, thus forcing them out against the outer ring face. Because of the outer ring shape, or the eccentricity between the outer ring and rotating shaft, the vanes create an increasing volume area that draws fluid from the reservoir. In reality, atmospheric pressure acting on top of the fluid in the reservoir, pushes the fluid into the new space, rather than the pump sucking. The pump should not suck the fluid as this is likely to result in damaging cavitation or aeration. Once the maximum volume has been reached then timing grooves or ports open to allow an area of decreasing volume to push the fluid out into the hydraulic system. The system will create the pressure from the load, not the pump supply.
Vane motors require and extra case leakage line to prevent the higher return line pressure damaging the shaft seal.
Different types of vane pumps
Vane pumps are available in fixed and variable displacement designs.
Fixed displacement pumps tend to be a balanced design with two chambers. This means there are two pumping cycles per revolution.
Variable displacement pumps only have a single chamber. The variable displacement system works because the outer ring is moved relative to the inner ring that locates the vanes. When both rings rotate about the same centre, no flow is produced (or only enough to keep the vanes pressurised and provide case leakage to keep the pump cool). But as the outer ring is moved off centre from the drive shaft, the areas between the vanes changes and fluid is drawn from the suction line and pumped out through the supply line.
One type of pump we have not discussed is a roller vane design, which as it says uses rollers rather than vanes. This is a lower cost, lower performance device used mainly in automotive power steering systems, so not widely marketed outside OEM (Original Equipment Manufacturer) applications.
Tips for operating and maintaining
The tips of the vanes are the most vulnerable part of each pump. Because the vanes are held out under pressure and subject to centrifugal forces, the area where the tip moves across the outer ring is critical. Vibrations, dirt, pressure peaks or high local fluid temperatures can all result in a breakdown of the fluid film, resulting in metal to metal contact and reduced service life. With some fluids, the high fluid shear forces created at points like this can damage the fluid and again lead to reduced service life. Although this effect is not limited to vane pumps.
Suction head pressures are very important for vane pumps and must not exceed the manufacturers stated minimum. Always pre-fill the tank suction line and pump casing. It's always better to make sure the installation has a positive suction head, e.g. the pump is below the fluid level, but never self-prime. Remember that as soon as you remove any valve or break the circuit in any way, it's likely all of the fluid will drain out of the pipework and back into the reservoir. This will result in the need to re-prime any pumps that do not have positive pressure heads.
Case leakage lines allow all of the fluid that has leaked past the rotating faces to drain back to the reservoir. Without a case leakage line, the pumps would instantly fail. Because these case leakage lines take away the lost fluid, the volume and temperature of the fluid will be directly related to the operating efficiency of the pump. By monitoring the temperature of this fluid and preferably flow, and contamination level as well, you should get a good indication of the condition of the pump and an early warning of potential failures.
Typical operating characteristic
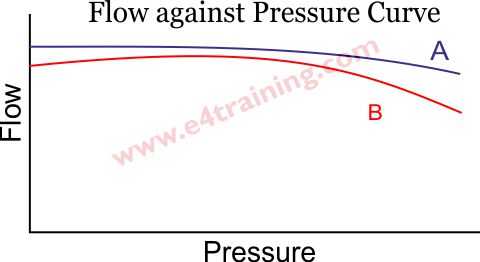
As with most hydraulic pumps the primary concern about the operating characteristic is how much the flow drops off as the pressure increases. This characteristic should be available in the manufacturers' datasheet although this is only likely to be at optimum operating conditions and performance could be much reduced at higher or lower temperatures.
How to specify vane pumps or motors
Refer to our recommendation in the general pump section for a comprehensive review of the main things to consider.
Design Tips, techniques, and potential issues
Make sure the case leakage return flow line is located away from pump suction line the reservoir. This is to maintain a more consist and low inlet temperature as well as giving fluid more opportunity for any contamination to settle out to the bottom of the reservoir.