Over 80% of hydraulic failures are caused by contamination
Self-study lesson plans and training record download page.
Cleanliness = Reliability
Keeping the hydraulic fluid clean is vital for maintaining a reliable hydraulic system, fluid contamination causes around 80% of all failures.
This means that the control of contamination through design, manufacture, installation, commissioning and through-life operation is the most important factor in all hydraulic systems.
This report is based on a lifetime's experience of dealing with the consequence of contamination in hydraulic systems and build on the results of research that was carried out by the hydraulics industry in the mid-80s. It summarises the factors required to control the fluid cleanliness in a wide range of applications.
When fluid contamination is properly controlled there should be no physical contact between the metal parts within hydraulic components. No contact means no wear and no wear means the system should work reliably forever.
Understanding Fluid Contamination Failures
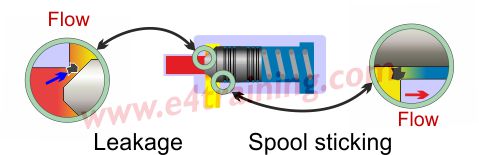
Hydraulic valve spools typically operate with clearances of 6 to 10 microns. These clearances may experience the full system pressure across them and this will try to draw the particles of contamination into the gaps and force them through. Add to this the difficulty in maintaining accurate concentric spool tolerances will probably mean that the gaps change along the spool. It only takes one particle of dirt to lodge between the spool and its bore to cause the valve to fail.
Hydraulic poppets have no clearance on the nose but can get damaged by individual particles of dirt that will break the leak-free seal.
In reality, there are millions of particles of dirt in every system. Most valves have been designed to make sure they do not fail catastrophically with contamination but as they stick the internal forces or flows build up to drive the spool to move and clear the blockage. The result may be an erratic operation or occasional sticking, which will be less important on some machines than others.
With directional control valves that simply open or close, contamination may not always show as a problem. However, with proportional control valves that need to provide a measured or controlled flow then sticking spools may be classed as a failure, and better contamination control will be required.
A big difference can also be seen between static, industrial machines and mobile equipment. The fact that mobile machines are always being shaken by movement or engine vibration is good for clearing contamination blockages and therefore a benefit.
Each particle of dirt that is forced through the spool clearance or against a seat can cause damage to the spools. This damage may result in additional contamination being generated later on. Certainly, more contamination in a circuit will shorten the life of every component as the damage gradually builds to a point where the spools will stick or the poppets leak so badly that the system's performance or efficiency is compromised. Another important factor is that the small particles (5 -15 micron) created by component wear, tend to stay in suspension and move around with the fluid, whereas larger particles tend to settle out in areas of low flow. This makes them much more dangerous to hydraulic equipment.
It is possible to compare the design of each component, by analysis or test, to see how sensitive they will be to contamination and how resistant they will be to ongoing damage. Or how severe the failure would be if this happened. With so many years of experience, most manufacturers have now refined their valve designs or know where it is appropriate to use each type of design.
Typical spool lands and contamination
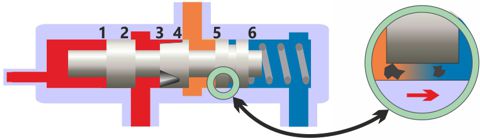
The spool shown has a number of lands that will all be prone to contamination in different ways.
Land 4 should be the most susceptible land as this has the full pressure drop across it, which will try to force the contamination between the spool clearance. Fortunately, this land also has the most flow, which will clear any dirt or silt away. It also opens to release any dirt.
Land 5 will also be susceptible as this sees full load pressure drop but this also has high flow cleaning the face.
Land 1 will see full pilot pressure although this is normally lower than the supply pressure so the dirt should travel from the supply pressure side. The concern with pilot flows is that they tend to be into enclosed lines with the most sensitive control valves in them.
Where Contamination Comes From
Contamination sources
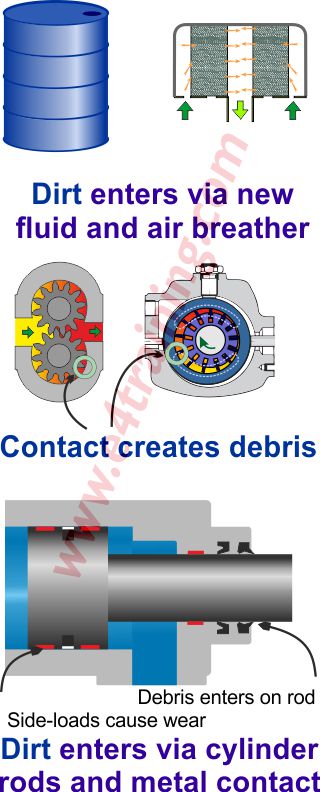
The air we breathe is dirty. Because hydraulic valves have such small clearances even the dirt in the air, that we cannot see, is big enough to fail a valve. A simple test is to place a filter paper over the end of a vacuum cleaner to see how much dirt is present in the air. Several filter manufacturers build their manufacturing plants in the South West or south coast of England to ensure they get the cleanest possible air.
New hydraulic fluid is dirty. Even freshly manufactured fluid is not clean enough to be used in a hydraulic system. Even if cleaned to a suitable standard as soon as the fluid is put into a drum to transport it or opened to atmosphere to fill the system, dirt will get in. For this reason, all fluid being added to a hydraulic circuit must be passed through an appropriate filter as it is pumped in.
It must also be remembered that the fluid contamination level will not remain at one setting but will go up and down depending on the duty, environment, filter condition, flow rates and the age/damage of the components.
Component selection
Early research into the sources of contamination in hydraulic systems showed that most of the particles came from the components used in the circuit. All modern hydraulic valves are designed to have no contacting metal faces and therefore reduced the potential to generate dirt, unless they become damaged or the quality of concentric tolerances is so bad, or flow forces so high, that the bores physically touch and rub. The only exceptions are poppet valve noses which do make contact but do not rub or wear. And a few sliding plate valves, but these are very rare in commercial fluid power systems.
Pumps and motors, although they will always be protected behind filters, are of particular concern for dirt generation. Gear pumps, and to a lesser extent vane pumps, will always have faces that contact and will therefore always generate contamination. Piston pump use hydro-dynamic bearings so generate far less contamination. As a result, it's normal practice to use piston pumps for heavy-duty or high integrity applications while gear pump systems can still be acceptable in the many low cost, lighter duty or more robust system designs.
Lower cost hydraulic valves tend not to maintain such good manufacturing tolerance as the top quality valves. This should make them more sensitive to contamination although they often have more robust, less complicated designs that compensate, as they are more commonly used in less clean systems.
The quality of control required by a hydraulic system dictates the quality of the valve required to achieve that control. The valve quality, complexity or control characteristic required then dictates what level of cleanliness the system needs for that valve to work reliably.
Concentric spools or cylinder designs, with two high tolerance bores, with different diameters, should be avoided. These are so difficult to manufacture that the risk of errors causing rubbing and damage to the different spool/piston areas is higher and should be avoided if possible.
Actuator rods and seals
A major risk point for contamination to enter a hydraulic system is through axial cylinder rod seals. Or any actuator or valve that has a piston moving axially through a seal. As the rods extend they retain a small film of hydraulic fluid on the rod and as they return they bring dirt from the surrounding environment. The amount of dirt can vary significantly based on a range of factors e.g. the size of the cylinder, whether it is in water or air, whether the machine generates dust from digging or is in a clean factory. We also know that the type of dust, based on where in the world the equipment is being used, can also have a significant effect on how much filtration is required to remove it.
Radial seals, e.g. motor shaft seals are preferable to axial rod seal as much less dirt gets passed from outside to inside the hydraulic system.
Air breathers
As cylinder rods extend and retract the same cylinder displacement of air will enter and leave the hydraulic reservoir as goes into the cylinders. Sometimes it is possible to seal the tanks with flexible membranes but the vast majority of systems rely on air breathers within the reservoir to filter the air as it enters the tank.
Air breather quality is just as critical as fluid filter quality and the filtration level for both must be matched.
External leakage or vents bring additional risks as they provide an extra path for dirt to enter the system.
Complete system interaction
It's not realistic to consider the level of contamination in one part of the circuit without considering the complete system and its operating cycles. Each different part of the circuit will either contribute to the dirt entering the system or help by cleaning it up. The contamination will pass through the power unit from one section to all other sections. The system's duty is critical to controlling contamination. Systems that have short single operations may not get the fluid flow through the filters to keep the fluid clean. Systems that have continuous full flow from the pumps, through the filters and only occasional actuator operation will probably maintain cleaner fluid. It must be remembered that filters do not clean all of the fluid in one pass but require multiple passes to remove the particles.
The low cost of the latest ranges of online fluid contamination meters means that they can now be fixed to individual machines to continuously monitor the levels of contamination. This type of analysis provides a much better understanding of how contamination is being controlled and helps users realise the difference that duty cycles or environments are making.
Maintenance
Maintenance of equipment, where the hydraulic circuit is split and valves removed, provides a major risk for dirt entering the system. In general, leaving a hydraulic system alone is the best way to achieve good reliability. Certainly, a circuit should never be left open for any period of time or air will reach and corrode the metal parts. Dirty air will also instantly mix with the fluid resulting in the need to re-flush the system before returning to operation.
Subsea hydraulic
Hydraulic systems working below sea level can be subject to higher pressures on the outside of seals than from the hydraulic fluid inside. Because seals only work in one direction there will always be the significant risk of seawater entering the hydraulic system. Using more than one rod seal will result in the second seal lip running dry so reducing its life.
Specialist systems and components are required to compensate for depth pressures. Similar approaches may also apply for any system where external pressures are high, low or variable.
Material selection
Material selection can affect the contamination entering the system during commissioning or throughout the system life.
Castings are particularly susceptible to retaining dirt and the manufacturer must have appropriate cleaning methods, prior to assembly.
Some materials like stainless steel can generate dirt through galling during assembly or through poor control of the lubricants used to stop galling.
Softer materials, used in poppet seats, for example, can wear quicker than others, therefore reducing the overall life of a system.
Corrosion
Hydraulic valves are usually made from materials that can corrode, this is because manufacturing with non-corrosive stainless steels, for example, is more difficult to machine to the tolerances required. Provided the hydraulic circuit remains sealed and no air is allowed to enter the system, internal corrosion can be prevented.
Valves specified for marine environments will typically have better external corrosion protection but it's the surfaces of the rods and actuators that move between the external air and internal fluid that are critical.
Reservoir internals is another area where metal will regularly come into contact with air and corrosion can occur. Painting or non-corrosive materials are vital above the fluid surface line.
Fluid damage
Fluid damage can occur due to high temperatures, ageing or shear forces within the system fluids. Overheated fluid can create its own contaminants but any degrading of the fluid will lead to greater metal to metal contact and therefore increased contamination.
Sensitivity of different hydraulic valves
There is no one ideal solution for all hydraulic system designs. Obviously the cleaner the better but because the better facilities and components cost money, they are not always able to be used. The parts selected will probably be a balance of cost, duty, type of control and criticality of the potential failure.
The pumps and valves used in a hydraulic system need to be appropriate for the equipment they are being used in. Hydraulic equipment manufacturers tend to only market specific valve types to specific industries; so there is rarely a need for the user to choose which of the many variations they should use. However, there are clearly differences between the valves and how they should be used. The following is a basic review of some of these features:
Low-cost hydraulic valves for price-sensitive equipment such as simple actuators or tail lifts etc may have manually operated directional valves where extra force can be used to overcome any sticking due to contamination. Poppets would be simple balls or cones that have no tightly machined lands and simply lift to release any dirt.
Low-cost mobile valves are mass-produced so designs are optimised for simplicity but care is taken to ensure they don't contain the high-risk lands shown in the image above. Clearances may be larger than the top quality valves so they are less sensitive to the smaller particles, provided silting is avoided. The active vibration on mobile equipment may also provide a significant aid in preventing silting. The spool elements in these valves are also likely to become marked with contamination damage over time but this may not be too much of a problem if fine control is not required.
High-quality mobile and medium quality industrial valves tend to have more complicated control features which require more complex valves with better quality, close tolerance designs. Although the lower spool clearances will reduce spool leakage and therefore make the valves draw in less contamination. Their complexity, and need to produce more sophisticated control, does mean they need cleaner fluid to achieve this.
High-performance industrial valves provide the best, most dynamic control but again tend to have very fine internal control features that require the cleanest fluid to operate reliably. The monitoring systems on their machines will also show whenever there is a 'blip' in the control, whereas, on less complicated systems, any issues will probably go unnoticed.
Sliding plate valves are restricted to a few applications where they have been used historically. Their pressure loaded pistons will not be sensitive to contamination but they will generate dirt as they move and this will lead to a restricted number of working life cycles. For this reason, they are not used within the wider fluid power industry and should never be used alongside high or low-quality hydraulic spool valves.
Typical system contamination limits
The following are some basic observations of what may be seen in practice:
22/19/17 Contamination level
Any system with all of the risk factors and few effective controls will probably hit this level at some point.
No commercial hydraulic valves are designed to work in this environment although specialist slide valves with limited operational use may keep working for long periods of time idle.
Standard hydraulic equipment would wear out in under 100 hours use with the risk of sticking at any time.
Tips to extend life would be not to confuse this strategy with normal hydraulics and only use specialist equipment
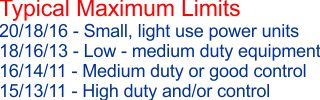
20/18/16 Contamination level
Perhaps a small single-function power unit for an ancillary service in a factory or an old piece of agricultural equipment. They will use low-cost gear pumps and manually operated directional valves where the operator just pushes harder if the spool gets stuck. No smooth or proportional control is required.
Component life will be reduced so this level of contamination is only appropriate for limited operation systems of under 1000 hours.
Tips to extend life may include always storing actuators with rods retracted into the cylinder and run periodic flushing routeings to pass the fluid through the filter to keep it clean.
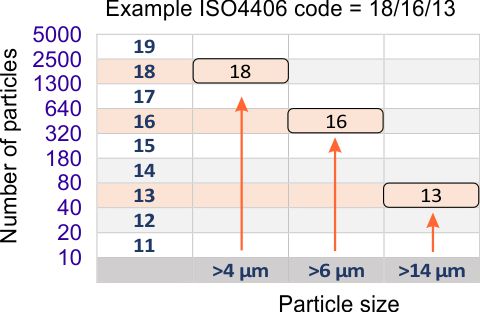
18/16/13 Contamination level
This is the upper limit for any important hydraulic equipment. Perhaps a simple, directional control industrial system or basic mobile equipment with manual, proportional control. Often equipment that generally stays clean may reach this level with heavy-duty operation in dusty environments.
Gear or vane pumps may still be used, leading to this higher level of contamination as they get old. Directional valves should still work reliably as they have higher spool forces than proportional valves. Proportional valves would be better with manual control because, at this limit, fine control valves will start binding and kicking.
Component life should be fine for 1000 hours provided valves aren't left with high pressure drops against them for long periods causing silting of control lands to occur.
Tips to extend life are to check contamination levels regularly because as soon as the fluid starts drifting over this there will be an increased risk of unreliable operation and component failure.
16/15/11 Contamination level
This is the target level for the reliable operation of many systems. Good industrial control systems should run happily for long periods of continuous duty.
Piston pumps will be required to consistently meet this level of cleanliness. Actuators and air breathers will probably remain in clean environments or the equipment will include effective flushing or offline cleaning facilities.
Component life should be good for 10000 hours. Silting is unlikely to occur and repeatable, smooth, proportional control should be achieved.
Tips to extend life are to continuously monitor the system, particularly if mobile equipment is working in different environments. Monitoring will also warn of component failure before any major failure occurs and contamination from serious damage gets into the rest of the system. Achieving this level as a worse case, probably after flushing, is likely to give even lower levels of contamination under extended running.
15/13/11 Contamination level
This is the target for high performance proportional or servo valves. These valves generally have spool position feedback so every small particle of dirt that gets trapped in a spool may get highlighted within the control system.
Component life should still be good for 10000 hours but the valve quality is so high, with such fine clearances and control pressure, that higher contamination levels would cause the valves to fail prematurely, or at least not perform to their normal high response.
14/11/9 (and better) Contamination level
A well-designed filtration system, under its average duty, will often keep the fluid at or below this level and facilitate a breakdown free life.
Controlling contamination during build
Manufacture
It's vital that component manufacturers have checks and measurements in place to meet the following, minimum industrial requirement.
Manufactured parts must undergo a specific cleaning process. Preferably a jet or pressure cleaning but as a minimum, an ultrasonic cleaning bath with the ultrasonic fluid cleanliness checked regularly.
All parts need to be protected and bagged, if stored before assembly.
Building Assemblies
All parts must be visibly inspected before assembly for damage to packaging and corrosion/contamination etc. This may include wiping with a clean, lint-free paper cloth and examination of the results under a microscope. No contamination should be visible by the naked eye
Attention should be paid to all drillings and particularly blind holes.
No lubricants shall be used during assembly unless their use is specified by the supplier and the lubricant is qualified as clean and stored in a sealed container.
Hydraulic assemblies must be built in clean environments, well away from welding or machining areas etc. Clean rooms, with filtered air, are preferable but not mandatory with all hydraulic valve types.
Factory Acceptance Testing
Factory Acceptance Testing (FAT) is often the first time an assembly will be flushed clean. FAT should certainly be used as a process for cleaning and checking the cleanliness of the equipment.
Final cleanliness requirements will depend on the components under test. Because the pipe connectors will be broken after testing it will probably not be possible to deliver equipment that is cleaner than 18/16 /13 but the supplier should still monitor cleanliness during testing and be likely to achieve a minimum level of 16/13/11 before the assembly test is complete.
Delivery and storage
Items must be bagged or sealed immediately after testing and packed in a suitable container for delivery.
Components or assemblies must contain a quantity or surface covering of test or preservative fluid to prevent corrosion. Do not fill with fluid as an internal air gap is also required to prevent for thermal expansion.
Storage shall only be in a suitable environment and equipment shall be retested if components remain in storage for an extended period.
Installation
It is vital that the components are installed in a clean environment well away from any welding, grinding or similar dirty working operations.
All pipework and hoses must be pre-cleaned to a suitable standard before assembly. Always use caps to cover any the open ends, until the circuit is complete.
Components and assemblies shall not be left drained of fluid or open to the atmosphere for any longer than is absolutely necessary.
Fittings shall be kept in sealed containers until required and no lubricants used on the areas that will come into contact with the hydraulic fluid. In practice, the lubricants tend to attract extra dirt and just end up contaminating the system more than sticky fittings.
Flushing
Comprehensive, industrial standard, flushing procedures must be followed and target contamination levels achieved.
Commissioning
Contamination failures are most likely to occur during commissioning. Care must always be taken to limit the length of time that the hydraulic circuit is left open to atmosphere. All faulty valves shall be inspected for damage and the system or local pipework re-flushed, and components re-cleaned if high levels of contamination are found.
Calculating filtration requirements
If there is no historical experience available then there is a procedure designed to allow you to predict what filtration to use. More to be added soon.
Testing and experience is still the best way to validate all aspects of the circuit, component and environmental factors.
Filter elements should be Beta200 rating and if the systems have 'dead legs' or remain idle for long periods then additional flushing points are advisable to re-circulate fluid through the pipes, valves and filters.
Summary of design for good contamination control
Based on the above analysis the following is a summary of the main areas to be looked at within the design, in order to achieve good contamination control.
Set the target contamination level based on the reliability required by the valves with the most stringent requirement
Select the pumps and remaining valves based on the design types that will allow the target level to be met.
Select the appropriate filter sizes and flows based on the level of contamination expected from the actuators and valves, also considering the duty and fluid volume passing through the filters. The reservoir size is important when calculating the number of times the complete hydraulic system volume passes through the filters.
Testing the system throughout its working life is the only way to prove if filter sizing is correct. Some experience of previous systems is beneficial when making the initial design decisions. Understanding how the duty cycle may vary is also important. If no information is available then in may be useful to select a similar piece of hydraulic equipment and base the overall design on that.
Consider all manufacture, build, installation, flushing and through-life maintenance as this will also be critical for achieving good through life reliability. It's generally better to clean a system through flushing and good maintenance of filters and air breathers but then only break into the circuit or remove valves when absolutely necessary. All new fluid must enter through a filter.
Conclusion
This article has hopefully highlighted some of the many risk factors that will result in reduced reliability.
All hydraulic equipment has different priorities but to achieve the highest levels of performance and reliability then good levels or fluid cleanliness must be achieved.
By eliminating the risk points and applying the appropriate filtration and housekeeping measures there is no reason why hydraulic equipment cannot last for many years without a breakdown.