Self-study lesson plans and training record download page.
Tips for selecting and maintaining pipework and fittings
It's not often that the most effective solution is also one of the cheapest, so in this case we have little hesitation in suggesting companies look at using formed pipework and fittings throughout their equipment.
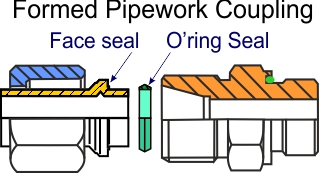
Formed pipework is probably the safest and most effective sealing solution. Previously we would have recommended 24-degree cone weld nipples providing the most reliable sealing solution. These have a very positive metal to metal sealing face which may seal even without the o'ring. But with the o'ring they remain leak free even if they are not tightened. They are usually the only solution when looking at high-performance servo systems but clearly will perform well on all other equipment. The issue with weld nipple is that you need high quality and expensive welders and weld quality will always be the weakest point.
Using formed pipework removes the complexities of welding as well as the risks of failure from poorly fitted ferrules. Sealing is also good with both metal to metal and elastomeric sealing points. Installers do need to invest in or hire the forming machines and training but these are not as specialist as pipe welding. Probably the biggest issue is forming the ends of long pipes as they need to be rotated while clamped in the forming machines. Forming machines also have options to create connections that do not need rubber seals. This is sometimes preferable with specialist pipe materials and machines generally come with recommendations for the most appropriate fitting for different applications.
The biggest issue with all face and sealing ring systems is that if they are not tightened then no-one may notice. They do require the extra discipline of marking the nut and manifold with a clear line at hand tight, then marking again when tightened to the correct angle. We suggest people tighten to a specific angle, appropriate to the fitting, rather than a torque, which can be harder to achieve and less reliable due to frictional forces. Either way, it is good practice to mark the pipes to show that it has been tightened.
If ferrule style fittings are used then it's important to read the manufacturer's instructions. Larger diameter pipework generally requires the cutting rings to be pre-crimped before assembly. Some require specific assembly procedures and specialist installer training before they are assembled.
Bonded washers should be avoided wherever possible. The problem is that after their first use, particularly if surfaces are painted, they never sit in exactly the same place. It's too easy for them to sit on the lip of old paintwork and then not seal properly.
Quality control of seals and faces is always important. Port adaptors and fittings can be a prime source of contamination and should not be thrown in open containers or shelves where they risk damaging their sealing faces and collect airborne dirt. O'ring seals must always be sealed, UV-protected bags, and kept away from direct sunlight. Containers, or the seals themselves, must be clearly marked with their date of manufacture and never used if they are outside of their advised life.
No matter which system is used, it is still important to design and layout the pipework routing correctly. If fewer joints and fittings are used then fewer leaks and failures are likely to occur. The layout of the pipework is also very important. Pipe fitting is a specialist occupation and should always be completed by well trained and experienced pipework fitters.
Increased leakage and a likely risk of failure will occur if the pipework is poorly routed. As mentioned in our design strategies section, the approach of hydraulic system designers is to require as few connections as possible by using monoblock or strip manifold technology. This, however, will still require pipework between the supply, manifolds, and actuators. All pipework should comply with the follow rule:-
- Do not link components with short lengths of rigid pipe. Build in sufficient free lengths to provide pipe flexibility that will compensate for installation misalignments and deflections during service.
- Remember to allow enough movement for the components to be extracted over the ends of the pipes. Adding extra connections as the only way to remove components, should be avoided if at all possible.
- Try to include at least one 90o bend. This will allow some deflection in at least two directions.
- Use the correct pipe bending equipment and standards that correspond to hydraulic pipework sizes and materials employed.
- Include provision for fitting the appropriate pipe clamps in line with the normal standards for your equipment.
- Understand your strategy for supporting components. It's often more convenient to support line mounted components from the pipework but depending on m/c loading, this can create too much fatigue risk for the pipework. Mounting the pipework from heavier manifold blocks or valves should reduce the loads although it may make them difficult to maintain. Whichever approach you take you should have approved standards or make individual calculations to understand and qualify the mounting strength and shock load.
- Clearly communicate the pipework, fitting, and clamping standards as early as possible in the contract. It is important to maintain good discipline through the installation process to avoid rogue fittings and small errors that can provide major headaches at commissioning.
.
Typical pipework and fittings characteristics

Taper thread - tapers threads are not high-pressure hydraulic fittings and should not be used. They included no face seal or elastomeric seal and have no consistent or reliable assembly procedure to ensure consistent performance.
Non-cutting compression fittings - The Swagelok or Parker CPI series compression fittings are commonly used in the process and offshore industry but not in more aggressive, fluid power applications. They can seal well if perfectly fitted to correctly toleranced pipework, however, with vibration, shock loads (delivery) or thermal expansion and contraction and they can work loose and start to leak. It is possible to re-tighten the fittings to stop then leaking but their reliability can be compromised by repeated removal and re-fitting. They are also more susceptible to badly fitted pipework with increased side or end loads due to misalignment. It is possible to blame the fitter for this but with modern day safety requirements, we are obliged to provide the best possible solutions and newer fittings are design to help overcome this.
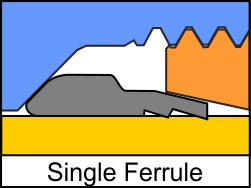
Single ferrule fittings - Fittings with a single cutting ring have been used for many years but are no longer the most effective solution. They suffer to a lesser extent from the same issues as the non-cutting ring fittings, even though they have been widely used as fluid power fittings. However, the biggest issue is the fact that they can fail in a very dangerous manner if they have not been fitted properly. This issue may be rare but it's also difficult to protect against with inspection procedures and therefore it's advisable to avoid using the older style single ferrule fitting and always better to upgrade to the latest version formed pipework that will be more reliable.
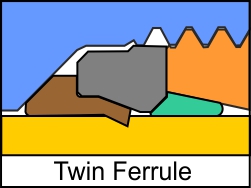
Double ferrule fittings - There are a number of different twin ferrule fittings available, with and without elastomeric seals. Having two cutting grooves instead of one reduces the risk of leakage or failure. These fitting will still, however, rely on someone employing the correct installation procedure and therefore still retain a certain level of risk of leakage or failure.
Weld nipples - Weld nipples include an accurately machined 24o cone and o'ring groove. This provided a perfect metal to metal sealing face where the installer can tighten to an accurate and consistent torque as many times as they should ever need. With lower pressure ratings or softer materials, the taper joint will seal without an o'ring although the angle is not so shallow that the taper ever sticks and such that the pipe cannot be removed. If there is mis-alignment between the end of the pipe and the fitting, simply tightening the nut will still draw the two faces together to prove a good quality seal. There is not the same risk of distorting the sealing face that exists during compression of the ferrule when the pipes are mis-aligned. Weld nipples were for many years the only solution that was robust enough to work in the most arduous of fluid power applications. This proves quite conclusively that if you need the most effective and reliable pipe sealing solution then you must include a self-aligning metal to metal seal and probably elastomeric seal as well. The only concerns with this type of fitting are that it can be difficult and expensive to find suitably qualified welders and poor weld quality can be a failure risk. Also, o'ring versions can seal even if they are not tightened; this may sound a benefit, however, it is then possible for equipment to pass through the increased safety of initial commissioning test and then fail in service. It is good practice to double mark each nut (when loose and again when tight) to clearly show that they have not been tightened.
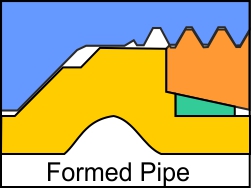
Formed pipework fittings - Formed pipework is similar to weld nipples but does not require welding. This brings the benefits of self-aligning, metal to metal faces without the issues from welding. It does require a special machine to form the pipework although this does reduce much of the risk of human error. Its drawbacks are the cost of buying or renting the machines and the need to have someone suitably trained to use it, although there is less risk of someone un-suitably trained trying to make the pipework.
Pipe Bending - One area we have not mentioned so far is the bending of pipework. This will require specialist pipe bending machines and users must follow the manufacturer's advice for minimum bend radii etc. Bending pipes is a craft that improves with experience. Overbending to allow for spring back needs to be learned as does the best routing to ensure there is enough flexibility in and support for the pipework.
Single ferrule compression fitting
Twin ferrule compression fitting
Formed pipework fitting
How to specify hydraulic pipework and fittings
Pipework material should be selected based on the fluid type or environment where the equipment is being used. Seamless, cold-drawn precision carbon steel tube is likely to be the first choice, only moving to stainless for some waterbased fluids or marine environments.
The pressure rating and minimum size for the specified fluid velocity will then determine which size. The pipework will need to be pressure tested at 1.5 times the working pressure although this is normally allowed for within the pipework safety factor e.g. pipework rated at 200bar will be sufficient for a pressure test under controlled conditions at 300 bar. However, always check with your suppliers and discuss suitable bending, welding and corrosion allowances.
Use our pipework sizing guide to help find the appropriate pipework.
Design Tips, techniques, and potential issues
If you are using stainless steel pipework you will need to apply an anti-galling paste to enable the threads to be torqued correctly. Make sure this does not contact the fluid surfaces or it will contaminate the fluid and lead to valve failures.