Things you should learn
This module will explain:
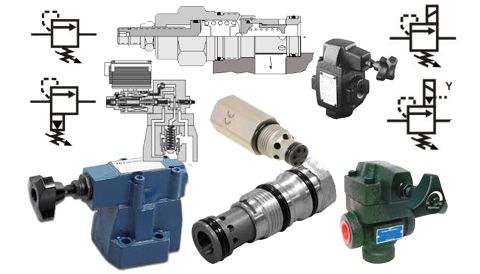
1. 1-2 What pressure relief valves are used for.
2. 1-2 How pressure relief valves work
3. 2 Different types of valve
4. 3 Tips for operating and maintaining (See Pro course)
5. 3-4 Typical operating characteristic(See Pro course)
6. 4 How to specify(See Pro course)
7. 4 Design Tips, techniques and potential issues (See Pro course)
Applies to the following areas
This module is not market specific will clarify the difference between all types of pressure relief valves and their applications.
Target Audience
People who are responsible for hydraulic equipment in the following ways:
1. Operating a hydraulic equipment.
2. Managing or purchasing hydraulic equipment.
3. Maintenance and Design Engineers. (See Pro course)
Previous knowledge required
Students are expected to be familiar with:
1. Where hydraulic fluid power is used e.g. types of machines and industries.
2. Basic hydraulic circuit layout.
3. Able to recognise hydraulic component and their symbols.